Bezpieczeństwo żywności jest ważniejsze niż kiedykolwiek, a to wynika z zglonizowanych łańcuchów dostaw i rosnących oczekiwań konsumentów na bezpieczne, wysokiej jakości produkty. Według Światowej Organizacji Zdrowia (WHO) co roku na świecie około 1 na 10 osób zachorowuje z powodu skażonej żywności. Ten niepokojący statystyk podkreśla pilną potrzebę wprowadzenia rygorystycznych norm i praktyk w zakresie bezpieczeństwa żywności.
Producenci muszą dobrze rozumieć normy bezpieczeństwa żywności, aby zapewnić zgodność z nimi i uniknąć chorób przenoszonych przez żywność. Znajomość wytycznych takich jak HACCP (Hazard Analysis and Critical Control Point) ma kluczowe znaczenie. Wytyczne te pomagają w identyfikacji i zarządzaniu potencjalnymi zagrożeniami, a tym samym zwiększają integralność operacyjną procesów produkcji żywności.
Konsumenci są dziś bardziej poinformowani i czujni w kwestii bezpieczeństwa żywności. Badania pokazują, że coraz więcej konsumentów wybiera marki w oparciu o ich postrzegane praktyki bezpieczeństwa. Ten trend podkreśla znaczenie skutecznej komunikacji przez producentów o swoich środkach bezpieczeństwa, co może znacząco zwiększyć lojalność i zaufanie do marki.
Utrzymanie się w zgodzie z normami bezpieczeństwa żywności nie polega tylko na ich przestrzeganiu, ale także na zapewnieniu zaufania konsumentów i ochronie zdrowia publicznego.
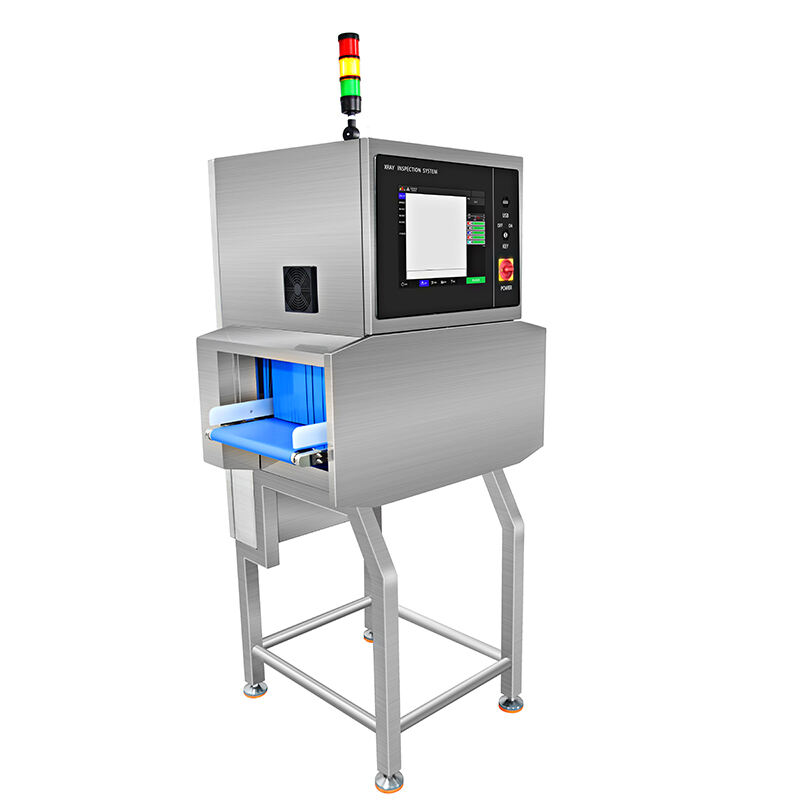
Maszyny rentgenowskie wykorzystują promieniowanie jonizujące do tworzenia obrazów wewnętrznych struktur produktów spożywczych, odgrywając kluczową rolę w zapewnieniu bezpieczeństwa żywności. Technologia ta ma wykryć różne zanieczyszczenia, w tym metali, szkła i plastiku, zanim produkty dotrą do konsumentów. Wykonują one to poprzez emitowanie promieni rentgenowskiego, które przenikają przez pokarm, a następnie są wchłaniane w różnym tempie w zależności od gęstości materiału, z którym się zetkną. Ta zmiana absorpcji pozwala systemowi na identyfikację niezgodności lub obcych obiektów, zapewniając wprowadzenie na rynek tylko bezpiecznych produktów.
Przy porównaniu urządzeń rentgenowskie z tradycyjnymi detektorami metalu przewagi stają się oczywiste. Detektory metali są skuteczne w wykrywaniu metali żelaznych i innych niż żelazne, ale nie są w stanie zidentyfikować zanieczyszczeń innych niż metalowe. Jednakże urządzenia rentgenowskie mają większą czułość, dzięki czemu można wykryć niepowtarzalności metalowe i zwiększyć ogólne bezpieczeństwo żywności. Ta wyższa zdolność wykrywania poprawia wydajność przetwarzania i zapewnia zgodność z przepisami, dzięki czemu maszyny rentgenowskie stają się niezastąpionym narzędziem w nowoczesnym przemyśle przetwórczym żywności. Dzięki temu, że maszyny te pokrywają pełne spektrum potencjalnych zanieczyszczeń, zapewniają bezpieczniejszy łańcuch dostaw żywności.
Urządzenia rentgenowskie są bardzo wrażliwe w wykrywaniu zanieczyszczeń, co znacząco zmniejsza ryzyko narażenia konsumentów na działanie materiałów niebezpiecznych. Badania wskazują, że urządzenia te mogą wykrywać zanieczyszczenia nawet w 1 milimetr, w tym metali, szkła i plastiku, co czyni je niezbędnym narzędziem w arsenale bezpieczeństwa żywności. Ten poziom precyzji ma zasadnicze znaczenie dla zapewnienia, że produkty spożywcze są bezpieczne przed dotarciem do konsumenta, chroniąc w ten sposób zarówno zdrowie konsumentów, jak i reputację marki.
Inną kluczową zaletą jest nieniszcząca zdolność badań urządzeń rentgenowców, która pozwala producentom na inspekcję produktów opakowanych bez wpływania na ich integralność. Jest to szczególnie korzystne dla towarów łatwo psujących się i towarów o wrażliwym opakowaniu, ponieważ zapewnia zgodność z normami bezpieczeństwa przy zachowaniu jakości. Wdrażając technologię rentgenowską, firmy chronią swoje procesy, zwiększają zgodność z przepisami dotyczącymi bezpieczeństwa żywności i zwiększają zaufanie konsumentów do swoich produktów. Ta płynna integracja zapewnienia bezpieczeństwa i jakości ma kluczowe znaczenie w dzisiejszym konkurencyjnym przemyśle spożywczym.
Urządzenia rentgenowskie odgrywają kluczową rolę w kontroli surowców w przemyśle spożywczym. Zapewnienie, że wchodzące składniki spełniają normy bezpieczeństwa, jest niezbędne do zminimalizowania ryzyka zanieczyszczenia na wczesnym etapie łańcucha produkcyjnego. Takie proaktywne podejście ma zasadnicze znaczenie, ponieważ pomaga wykryć obce przedmioty i zanieczyszczenia, które mogłyby zagrozić całej partii na późniejszych etapach przetwarzania. Wprowadzając inspekcję rentgenowską na początkowych etapach, producenci żywności mogą zapobiec eskalacji potencjalnych zagrożeń, utrzymując w ten sposób rygorystyczne protokoły bezpieczeństwa i chroniąc zdrowie konsumentów.
Oprócz kontroli surowców urządzenia rentgenowskie są niezbędne do kontroli końcowej produktu w celu zapewnienia jakości. Maszyny te dokładnie sprawdzają, czy w opakowanych produktach nie występują obce obiekty i niezgodności, co zmniejsza ryzyko kosztownych wycofań i zwiększa zaufanie konsumentów do marki. W rezultacie firmy wykorzystujące technologię rentgenowską mogą nie tylko utrzymać wysoką jakość, ale także zwiększyć reputację niezawodności i bezpieczeństwa swoich produktów.
Ponadto kontrola rentgenowska znacznie zwiększa kontrolę jakości i zapewnia spójność w całym procesie produkcji. Maszyny te są zaprojektowane tak, aby wykrywać nie tylko zanieczyszczenia, ale także zmiany gęstości produktu, co może wskazywać na uszkodzenie lub niewłaściwe pakowanie. Wykonując regularne kontrole rentgenowskie, producenci mogą skutecznie identyfikować i rozwiązywać wszelkie odchylenia, zapewniając, że produkty końcowe są bezpieczne, jednolite i najwyższej jakości, co ostatecznie przynosi korzyści zarówno producentowi, jak i konsumentowi koń
Wdrożenie urządzeń rentgenowskie w inspekcji żywności stwarza przedsiębiorstwom przetwórczym znaczne wyzwania w zakresie kosztów i utrzymania. Inwestycje początkowe i bieżące koszty operacyjne mogą być wysokie, co wymaga dokładnej oceny w stosunku do przewidywanych korzyści. Równowaga ta ma kluczowe znaczenie dla zminimalizowania ryzyka kosztownych wycofań i poprawy integralności produktu. W przypadku wielu przedsiębiorstw zobowiązanie finansowe może być uzasadnione zmniejszeniem liczby potencjalnych incydentów związanych z bezpieczeństwem produktów, co może znacznie oszczędzać koszty odpowiedzialności i chronić reputację marki.
Ponadto zapewnienie bezpieczeństwa operatorów i zgodności z przepisami są niezbędne przy zastosowaniu technologii rentgenowskiej w przemyśle spożywczym. Do ochrony pracowników i zapewnienia zgodności z lokalnymi i międzynarodowymi normami bezpieczeństwa promieniowania niezbędne jest dogłębne szkolenie w zakresie protokołów bezpieczeństwa. Przestrzeganie tych przepisów pomaga stworzyć bezpieczne środowisko pracy i ma kluczowe znaczenie dla spełnienia wymagań zgodności z przepisami branżowymi. Zaniedbanie tych aspektów może prowadzić do grzywien, problemów prawnych i przestojów operacyjnych, które są szkodliwe dla każdego zakładu przetwórstwa żywności.
Rzecznik ds. Bezpieczeństwa Żywności i Żywności W sprawie Maszyna rentgenowska do wykrywania obcych ciał w żywności odgrywa specjalistyczną rolę w identyfikacji szerokiego zakresu zanieczyszczeń, od najmniejszych fragmentów metalu po kamienie i szczątki szkła. Dzięki zdolności wykonywania obrazów o wysokiej rozdzielczości urządzenie zapewnia dokładność kontroli, a tym samym poprawia bezpieczeństwo konsumentów i utrzymuje standardy branżowe.
The Urządzenie do wykrywania ciał obcych w żywności dodatkowo zwiększa możliwości wykrywania, zwłaszcza większych lub bardziej niejasnych obiektów, które tradycyjne detektory metalu mogą pominąć. Dzięki swojej zdolności do rozróżniania żywności od innych materiałów, pomaga zmniejszyć ryzyko dla producentów. Postęp ten zapewnia ogólne bezpieczeństwo żywności, wspierając przedsiębiorstwa w zapobieganiu zanieczyszczeniom, które łatwo można przeoczyć za pomocą innych metod.
Wreszcie, Kompleksowa maszyna do badania promieniowania rentgenowskiego do wykrywania ciał obcych w żywności wykorzystuje zaawansowane algorytmy do dokładnej analizy obrazu i identyfikacji zanieczyszczeń. Statystyki branżowe wskazują, że przetwórcy wykorzystujący te maszyny mają mniejszą liczbę wycofywanych produktów, co podkreśla ich kluczową rolę w utrzymaniu norm bezpieczeństwa. Wydajność tej technologii wynika z jej zdolności do szybkiego przetwarzania dużych ilości bez naruszania dokładności, chroniąc w ten sposób zarówno zdrowie konsumentów, jak i reputację marki.
 Hot News
Hot News EN
EN
 AR
AR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 TL
TL
 IW
IW
 ID
ID
 SR
SR
 SK
SK
 SL
SL
 VI
VI
 SQ
SQ
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 GA
GA
 HY
HY
 KA
KA
 BN
BN
 LO
LO
 LA
LA
 MN
MN
 NE
NE
 MY
MY
 UZ
UZ